
 ไทย
ไทย
+86-17757929999
Product Search
The Gas/Oil Thermal Fluid Heater is gaining attention across multiple industrial sectors due to its ability to provide stable, efficient heat for various processes. Unlike traditional steam or water-based systems, these heaters use specialized thermal oils that can transfer heat at high temperatures without the pressure-related risks associated with steam. Industries such as chemical processing, food production, petrochemicals, and manufacturing are increasingly incorporating these heaters into their operations.

Key advantages of gas/oil thermal fluid heaters include:
Recent industry data illustrates the growing role of these heaters: the global market for thermal fluids in industrial heating applications reached approximately USD 1.9 billion in 2024, with projections estimating growth to over USD 2.3 billion by 2030. Specifically, gas-fired thermal oil heaters in the Asia-Pacific region accounted for an estimated USD 664 million in 2024, expected to increase to around USD 1.2 billion by 2033. Efficiency rates often exceed 90%, making them a reliable solution for continuous heating processes.
In chemical plants, gas/oil thermal fluid heaters are used in reaction heating, distillation, and solvent recovery systems, where consistent high heat is critical. Food processing facilities leverage these systems for drying, frying, and pasteurization, benefiting from precise temperature control and energy efficiency. Petrochemical industries utilize thermal fluid heaters to maintain heat in pipelines and storage tanks, improving process consistency and reducing energy waste.
Safety considerations are an integral part of adopting thermal fluid heating systems:
Technological developments in thermal oils also enhance the performance of these systems. Modern formulations resist oxidation at high temperatures, reduce deposits, and extend fluid lifespan. Some advanced oils offer improved heat transfer efficiency, enabling faster heating cycles and lower energy consumption. Suppliers now provide a wider range of thermal fluid options tailored to different process requirements, including higher stability, environmental compliance, and lower emission potential.
For industrial operators seeking reliable, flexible, and efficient heat delivery, the Gas/Oil Thermal Fluid Heater represents a practical solution. Its combination of high-temperature operation, operational stability, fuel versatility, and reduced maintenance creates measurable advantages in chemical, food, and manufacturing applications. As global industrial demand continues to diversify, these heaters are increasingly seen as a key component in modern process heating systems.
In conclusion, the Gas/Oil Thermal Fluid Heater offers a practical, adaptable approach to industrial heating needs, combining efficiency, safety, and flexibility in one system. From chemical reactors to food processing lines, these heaters are contributing to smoother operations and more controlled thermal processes across a range of industries.
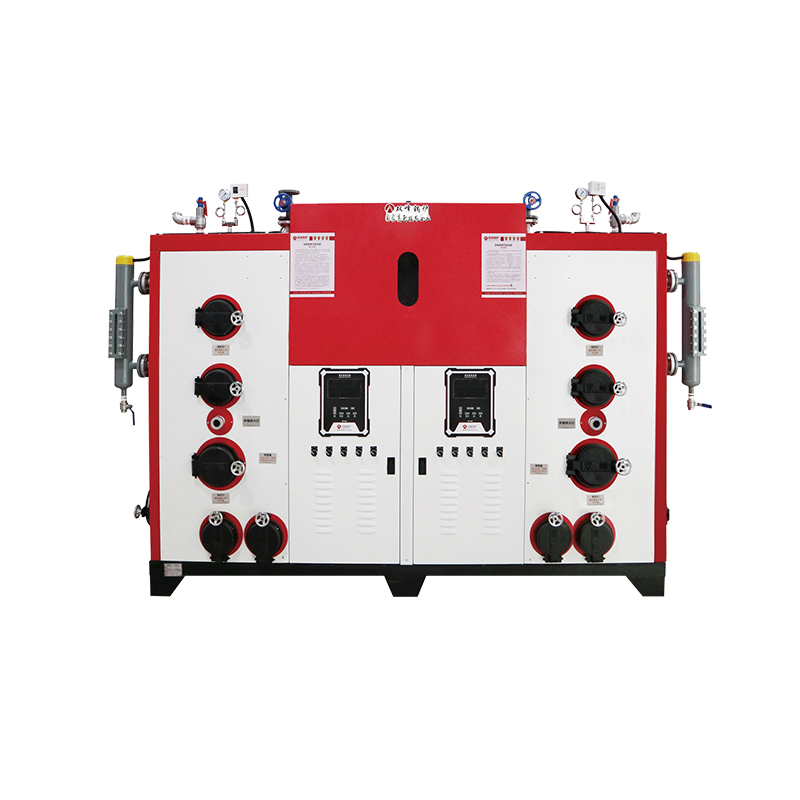
Product Introduction and FeatureThe SFeng LHG-s series biomass coal fired steam generator is a semi-...
See Details
Product Introduction and FeatureThe SFeng DZG Series solid fuel biomass/coal fired steam boiler has ...
See Details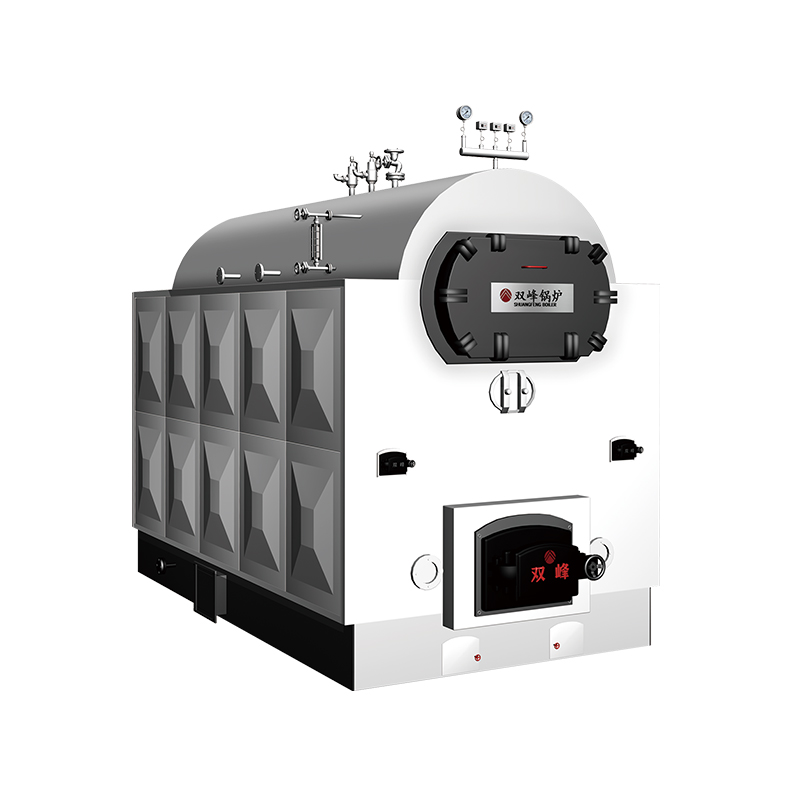
Product Introduction and FeatureDZG structure coal-fired steam boiler features a compact and single-...
See Details
Product Introduction and FeatureThe DZL-S energy-saving and environmentally friendly steam boiler is...
See Details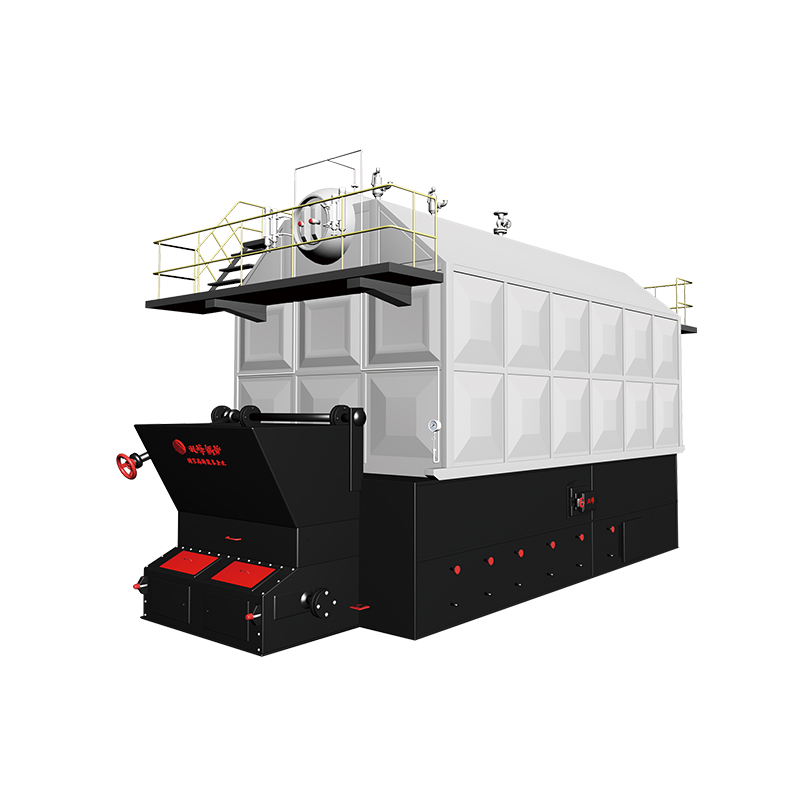
Product Introduction and FeatureSZI-S type energy-saving and environmentally friendly steam boiler i...
See Details
+86-17757929999

.png)
No. 150 Zhenxing Road, Jinhua, Zhejiang, China

With seven decades of expertise in energy-efficient and eco-friendly thermal equipment including steam boilers, steam generators, and pressure vessels, we operate as a nationally recognized high-tech enterprise offering integrated solutions from R&D and design to manufacturing, installation, maintenance, retrofitting, and after-sales service.
Copyright Zhejiang Shuangfeng Boiler Manufacturing Co., Ltd. All Rights Reserved.
![]()
Wuyi Generator Factory