
 ไทย
ไทย
+86-17757929999
Product Search
The Electric Thermal Fluid Heater is increasingly recognized as an efficient and reliable solution for modern industrial heating requirements. Unlike traditional steam or fuel-based systems, these heaters circulate thermal fluid through a closed loop, providing stable, high-temperature heat without the pressures or maintenance challenges associated with water or steam boilers. Industries such as chemical processing, food manufacturing, plastics, and specialty material production are incorporating these systems for their energy efficiency and precise temperature control.

Key advantages of electric thermal fluid heaters include:
Recent industrial data highlights their role in multiple sectors:
Operational benefits of electric thermal fluid heaters include:
Industrial operators considering heating solutions often evaluate these systems based on practical criteria:
Technological developments in electric thermal fluid heaters further enhance their industrial value. Advanced fluid formulations resist oxidation, extend fluid lifespan, and improve heat transfer efficiency. Modular designs allow scalability, enabling industries to customize heating systems according to process requirements.
Overall, the Electric Thermal Fluid Heater provides a practical, efficient, and safe approach to industrial heating. Its combination of precision temperature control, energy efficiency, and operational reliability makes it suitable for diverse applications, from chemical and petrochemical processes to food and plastic manufacturing.
In conclusion, the Electric Thermal Fluid Heater is a versatile and reliable solution that addresses modern industrial heating needs, offering energy-efficient, precise, and clean performance across multiple sectors. Its adaptability allows integration into chemical, food processing, plastics, and specialty material industries, supporting consistent product quality, reducing operational downtime, and providing uniform heat for complex processes.
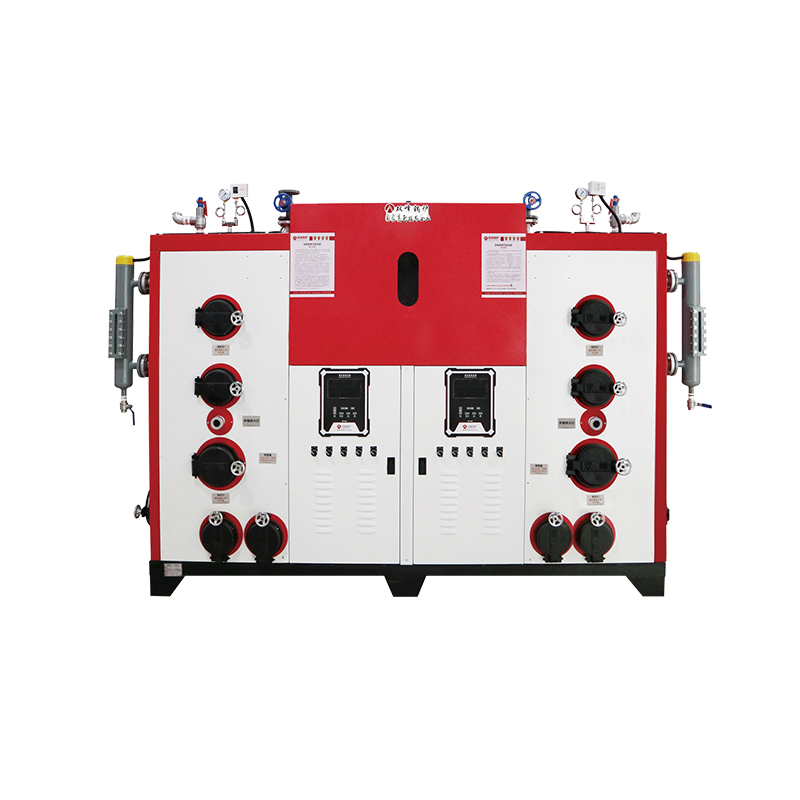
Product Introduction and FeatureThe SFeng LHG-s series biomass coal fired steam generator is a semi-...
See Details
Product Introduction and FeatureThe SFeng DZG Series solid fuel biomass/coal fired steam boiler has ...
See Details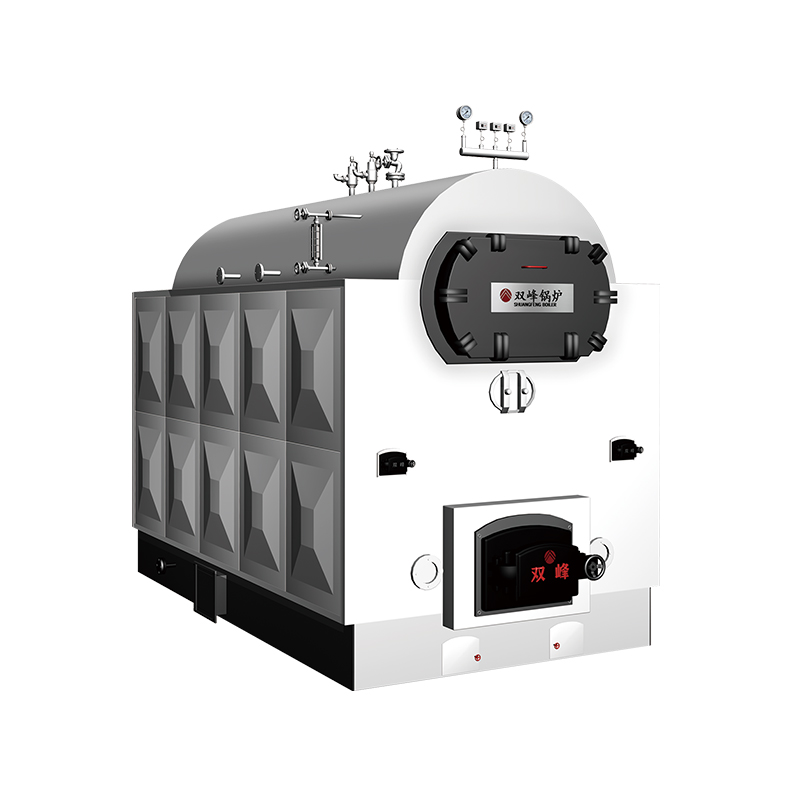
Product Introduction and FeatureDZG structure coal-fired steam boiler features a compact and single-...
See Details
Product Introduction and FeatureThe DZL-S energy-saving and environmentally friendly steam boiler is...
See Details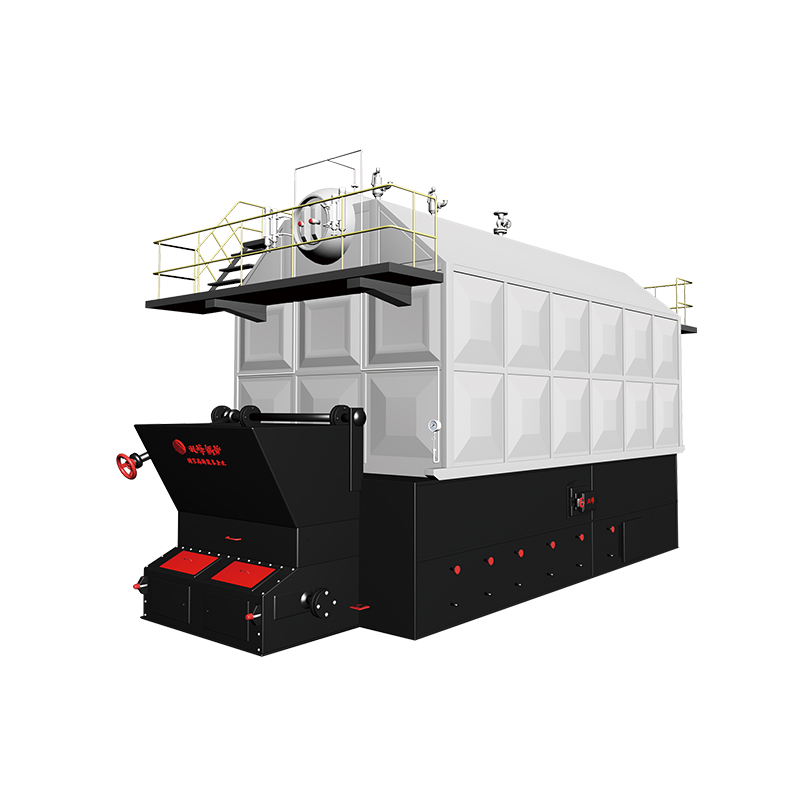
Product Introduction and FeatureSZI-S type energy-saving and environmentally friendly steam boiler i...
See Details
+86-17757929999

.png)
No. 150 Zhenxing Road, Jinhua, Zhejiang, China

With seven decades of expertise in energy-efficient and eco-friendly thermal equipment including steam boilers, steam generators, and pressure vessels, we operate as a nationally recognized high-tech enterprise offering integrated solutions from R&D and design to manufacturing, installation, maintenance, retrofitting, and after-sales service.
Copyright Zhejiang Shuangfeng Boiler Manufacturing Co., Ltd. All Rights Reserved.
![]()
Wuyi Generator Factory